新乡市振泰机械有限公司
电话:0373-2685892 3337678
传真:0373-2685891
售后专线:0373-3331988
联系人:陈女士
手机:135-2384-6907
信箱:36231178@qq.com
地址:新乡市卫滨区工业园
在当今快速发展的工业生产环境中,自动化与智能化已成为提升生产效率、保障产品质量、优化工作环境的关键要素。其中,抗菌肽人工小袋无尘投料站配套直排筛系统的引入,正是这一趋势下的杰出代表。该系统以其独特的设计理念,实现了物料筛分、无尘输送与除杂的一体化操作,不仅极大地提升了生产线的自动化水平,更在控制粉尘、管理产品、简化操作流程等方面展现出了显著优势。以下,我们将深入探讨这一系统的技术特点、应用优势及实际运行效果。

技术特点解析
1、抗菌肽涂层技术:首先,值得一提的是该系统中采用的抗菌肽涂层。抗菌肽作为一种天然或人工合成的生物活性物质,具有强效的广谱抗菌能力,能有效抑制细菌、真菌等微生物的生长,从而保障投料站内部环境的清洁与卫生。这一技术的应用,为生产过程中的物料安全提供了又一重保障。
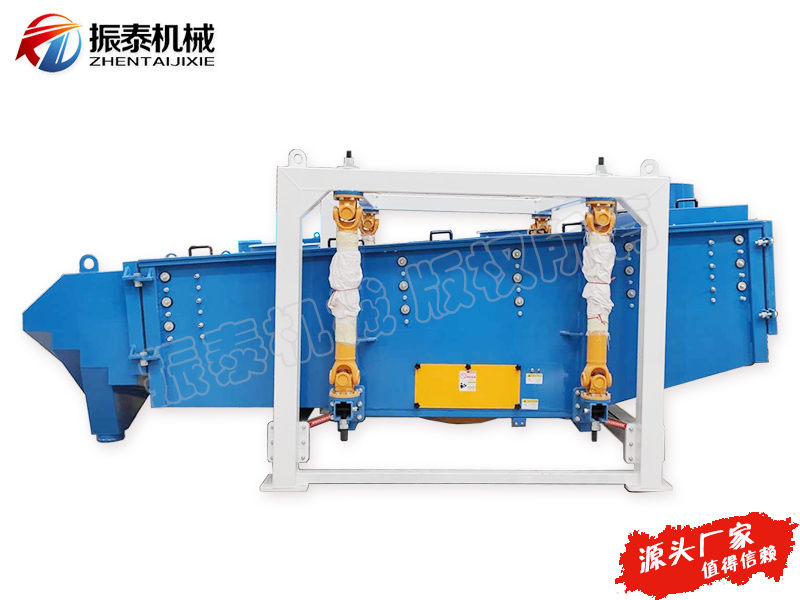
2、直排筛40目筛分:系统配备的直排筛采用40目筛网,能够精确控制物料的粒度分布,有效去除杂质,提升产品质量。抗菌肽旋振筛的设计减少了物料堵塞的可能性,保证了筛分效率与稳定性,同时降低了维护成本。
3、抗菌肽无尘投料站:该系统的核心在于无尘投料站的设计。通过采用先进的真空输送技术,实现了物料的密闭输送,彻底解决了传统投料方式中粉尘飞扬的问题。这一设计不仅保护了生产环境的清洁,减少了因粉尘引起的职业病风险,还避免了物料在输送过程中的污染与损耗,确保了产品的纯净度。
4、处理量优化:系统设定处理量为1吨/小时,这一参数经过精心计算与优化,既保证了生产线的连续作业能力,又避免了因处理量过大而导致的设备过载或物料堵塞问题。同时,该处理量也符合大多数工业生产的实际需求,具有良好的通用性和灵活性。

应用优势分析
1、省人工,降成本:抗菌肽人工小袋无尘投料站与抗菌肽直排振动筛的自动化集成,极大地减少了人工操作的需求,降低了劳动力成本。同时,由于减少了因粉尘问题导致的停工整顿和人员健康损失,进一步降低了企业的总体运营成本。
2、避免接触型污染:在无菌或高洁净度要求的生产环境中,直接接触物料往往带来污染风险。该系统通过完全密闭的输送方式,彻底隔绝了物料与外界环境的接触,有效避免了接触型污染问题,保障了产品的安全与质量。
3、简化操作流程:高度自动化的设计使得整个投料筛分过程变得简单快捷。操作人员只需进行基本的监控与调整即可,大大降低了操作难度与复杂度,提高了工作效率。
4、提升生产效率:由于减少了人工干预和物料等待时间,该系统能够显著提高生产线的整体效率。同时,精准的筛分与无尘输送也确保了产品质量的稳定性与一致性,为企业赢得了良好的市场口碑。


实际运行效果展示
在某生物制药企业的实际应用中,抗菌肽人工小袋无尘投料站配套直排筛系统表现出了卓越的性能。该企业主要生产高纯度原料药,对原料的洁净度与粒度分布有着极高的要求。自引入该系统以来,原料的筛分效率提升了30%,无尘输送的实现更是将生产过程中的粉尘浓度降低了90%以上,显著改善了生产环境。同时,由于自动化程度的提高,该企业每年可节省人工成本约20%,并减少了因粉尘污染导致的设备维护费用与停工损失。此外,产品质量的稳定性也得到了显著提升,客户满意度与市场份额均有所增长。

综上所述,抗菌肽人工小袋无尘投料站配套直排筛系统以其先进的技术特点、显著的应用优势及良好的实际运行效果,在工业生产领域展现出了广阔的应用前景。随着工业4.0时代的到来,我们有理由相信这一系统将在更多领域发挥重要作用,推动产业升级与转型。
您可能还想了解的产品:
您可能还想查阅的文章:

地址:河南省新乡市卫滨区工业园
联系人:陈女士 手机:13523846907(微信同号)
电话:0373-2685892 2685893 3337678 传真:0373-2685891
邮箱: 36231178@qq.com 售后专线:0373-3331988